A note: blogger took this down 4-16-2026 for an apparent complaint about "violating community standards". This article had been published for nearly 3 years with no complaints! The only change from what was published earlier is the 4-15-2026 update just below. I looked through those standards and found not one standard that this technical article or that latest update violates, not even copyright. I gave attributions for everything. I must conclude that any complaint was spurious.
-----
Update 4-15-2026: Note that this article was published long before
Artemis-1 and -2 ever flew! Yet it
remains as accurate and useful as ever.
The stagnation heating models I use in the entry spreadsheet now include
a plasma radiation model that replaces the rough estimate in the article below. The original H. Julian Allen convective model
I still use (Allen & Eggers, NACA TR 1381, 1958). I slightly-modified a simple plasma radiation heating model from the SAE aerothermodynamics manual to use here (SAE, Aerospace Applied Thermodynamics Manual, 1969).
Q/Aconv = 1.75E-8 * [(rho, kg/m3)/(Rn,
m)]0.5 * (V, m/s)3
Q/Arad = 27.94 * (rho/rho0)1.7 * [(V, km/s) /
3.048]12.5
(where rho0 refers to scale height model for density built
into the atmosphere models)
I typically just scale down the stagnation values for rough estimates of heating rates away from stagnation. For still-attached flow, I use stagnation convective/3 and just use the stagnation radiative because the plasma sheath and bow shock are still very close to the surface. For separated wake zones, I use stagnation convective/10, and stagnation radiative/3 because the plasma sheath is more remote from the surface, as is any shock. Those are just ballpark guesses on my part.
The accuracy of that spreadsheet entry model (and my Apollo
ballistic coefficient and entry angle data) is attested-to by the actual entry
time of ~6 minutes from entry interface to end-of-hypersonics at Mach 3, the end-of-entry altitude (near 120-125,000
feet), and the peak deceleration gees
(Apollo was 10-11 gees). It does not do
skip entries, just straight-in.
This is now the way I take the plots the spreadsheet creates, and display them as a representation of what
happens during the hypersonics:
-----
Original article and earlier updates follow:
-----
Updated same day (5-1-2023): replaced 3 tables embedded in text that did not indent correctly, with images that are neat and easier to read.
----------------------------
Update 5-8-2023: Corrected the text adjacent to, and in Figure 2 itself, to indicate peak heating occurring before peak gees, not later. This was based on models run of Apollo-like objects at LEO entry and escape-speed entry.
----------------------------
Entry heating is a serious problem for any kind of space
activities that require returning something to Earth, or entering the atmospheres of other bodies
that have them. The “breakthrough” in
mitigation schemes came in the early 1950’s when H. Julian Allen and A. J.
Eggers realized that blunt shapes endured less heating load. This enabled the development of ICBM warheads
that could survive entry by the mid 1950’s,
and immediately thereafter the development of film payloads returnable
from spy satellites. Shortly after that, it was used for human passengers returning
from orbit in the early 1960’s.
There are two kinds of heat loads applied to a piece of the
surface material of a body during entry:
convective and radiative. The
convective heating is scrubbing by hot gases,
and is more-or-less proportional to speed cubed, proportional to the square root of the
ambient atmospheric density, and
inversely proportional to the square root of the blunt nose radius of the
body. Radiative heating is the heat
shining upon the body from something else (the glowing plasma sheath) that is
very hot, and is more-or-less
proportional to speed raised to the 6th power. However,
this is rather insignificant until it suddenly starts to dominate the
total heat load at about 10 km entry speeds. See Figure 1.
Convective heating is maximum at the stagnation point, something like factor 3 lower away from
stagnation, but still scrubbed by
attached slipstream flow, and around a
factor of 10 lower still, on surfaces
immersed in separated-wake regions.
Radiation heating is strongest at the stagnation point, but does not decrease as rapidly as convective
heating does, around other places on the body.
There are two or three ways that incoming heat may be lost
from that same piece of surface material on that entering body. Heat absorbed within the material may be
conducted further inward into interior cooler structures, and heat may be re-radiated from its hot
surface as infrared (IR) radiation, back
to the external environment. The third involves
either of a couple of mass transfer effects.
See again Figure 1.
For non-ablative materials,
a sacrificial coolant may be percolated through a porous surface
material to cool it. The coolant absorbs
some of the heat load, then boils
away, and this vaporizing mass flow is
carried away, with that heat it
absorbed, in the slipstream. That is called “transpirational
cooling”.
For ablative materials,
there is a layer within the material that undergoes pyrolysis as its
temperature gets hot enough. Pyrolysis
products are the carbonaceous char left behind,
and copious quantities of gaseous species that percolate out into the
slipstream. It takes a “latent heat of
pyrolysis” to do this physical transformation,
so the departing gaseous pyrolysis products carry away significant
heat. That is how “cooling by ablation”
works. Depending upon the density of the
material, it may also interrupt (or
carry) conduction heat flow inward to the substrate. Lower density is lower thermal conductivity.
One should be aware of the effects of the “plasma sheath” of
the slipstream that is close to the surface of the body, behind the detached bow shock wave. This is very hot gas, hot enough to be ionized to one level or
another (ionization being the definition of “plasma”). Visually, it glows with incandescence. Once brightly incandescent at about 10 km/s
entry speeds or higher, it radiates
considerable heat that strikes the immediately-adjacent body surface. This is the mechanism by which the radiation
heating term arises, which is
more-or-less proportional to speed raised to the 6th power. See again Figure 1.
That same effect of ionization increasing with speed affects
the transmission of radio waves through the plasma sheath, starting at speeds well below 10 km/s (nearer
6). That is the cause of the entry
radio blackout intervals. It affects both
radio communications and ground-based radar (which sees the plasma sheath, but not anymore the solid body inside that
sheath), nor can an on-board radar see
the surroundings through that sheath.
At speeds high enough,
a similar thing happens with respect to infrared (IR) radiation: the sheath goes opaque to it. That stops any cooling by re-radiation of IR
to the surroundings. This happens with
visible light, too. It gets very hard to see through the plasma
sheath, if speeds are high enough.
All of these phenomena are summarized briefly in one
place, in Figure 1. Be aware that in steady state, the various heat flows must add to zero, and that the small differences between very
large numbers can have catastrophic effects.
Peak heating numbers during entry are quite extreme.
Figure 1 – The Phenomena Involved With Entry Heat Shields
Entry is not a steady-state process. One hits something called the entry interface
altitude (where heating first becomes perceptible), but due to the extremely low densities that high
up, one does not decelerate much at
all, initially. Neither does the heat load build up, initially.
Low density affects both. Then the larger atmospheric densities further
down, acting in concert with the still-very-high
speeds, suddenly cause very large
deceleration forces (and heat loads) on the body. They “peak”.
After this, the body
is moving very much slower, and the
deceleration and heat loads drop off,
despite the rapidly-increasing atmospheric densities. This is shown illustratively in Figure
2. (Although, if you come in too steep, you may hit the surface before the max
deceleration and heating can occur.)
There is a simple approximate estimating technique, first done by H. Julian Allen about 1953, and declassified circa 1958. This was originally for fairly-steeply-entering
warheads, and so was formulated as a 2-D
Cartesian planar analysis. However, if you “wrap” the ranges around the curved
Earth, it still gets you “into the
ballpark” for the shallower entries we associate with space vehicles
today. It presumes a simple exponential
function representing density versus altitude,
which is adequate for the variation of density at the altitudes where
these entry phenomena actually occur.
The results one gets with it clearly show that the max deceleration and
max heating pulses are not simultaneous:
peak heating occurs slightly earlier than peak deceleration. See again Figure 2.
Figure 2 – Transient Nature of Entry (Corrected 5-8-23)
Not shown is the effective average pressure across
the body cross section. This maximizes
at peak deceleration. Think of it as the
force to decelerate the body at the peak deceleration gees (basically gees
multiplied by body weight), spread over
the blockage cross section area of the body (P = F/A). That gets you into the ballpark for the
surface pressures seen by the body heat shield.
Peak pressures at the stagnation point might be around factor 2
higher. The heat shield must be capable
of structurally withstanding surface wind pressures of that magnitude.
So not only peak heating rate per unit area capability, but also max survivable pressure capability, are critically important to selecting the
right heat shield material. The
pressure effect was mostly unrecognized early on, but became quite important for escape-speed
returns to Earth, and for entries at other
planets directly from interplanetary trajectories.
Old NASA data
I found online a slide presentation overview of what NASA
knows about heat shields. This was the
Paolo Santini Memorial Lecture, given by
Ethiraj Venkatapathy, as indicated by
the notations in Figure 3. (Update 4-18-2026: Many of the figures below came from that slide presentation.) It mentions some knowledge that precedes the formation of NASA in
1958, and does not go into the very
extensive military warhead heat shield efforts of the early 1950’s. It does mention an expedient tried on the V-2
rocket to keep the warhead from “cooking off” prior to target arrival. It also mentions the metallic and
coated-metallic surfaces tested hypersonic on the X-15 in the 1950’s and
1960’s. There are similar heat
protection issues with metal-skinned missiles flying at high-supersonic to
hypersonic speeds.
The military warhead efforts in the Figure 3 data
are only summarized as “wrapped in silica phenolic” circa 1958. That material is a very good ablator, if rather heavy and expensive, that is still often used in solid rocket (and
modern ramjet) nozzle construction for missiles. It is very closely-related to the material
finally used for the Mercury capsule heat shield: fiberglass cloth-reinforced phenolic resin
shingles, bonded together and to a
substrate.
A different scheme was attempted successfully for the Gemini
capsule: a silicone-RTV elastomer loaded
into the hexagonal cells of a fiberglass honeycomb. This basic elastomer-in-honeycomb notion is
clearly an ancestor of the Avcoat used on Apollo. While still heavy for Gemini, the micro-balloons in the Avcoat used on
Apollo reduced its density (to 0.51 g/cc) and weight substantially. An even lower-density form (about 0.25 g/cc) designated
SLA-561V was used on the Mars Viking landers.
See again Figure 3.
A different scheme was used for the Pioneer-Venus and
Galileo probes, because of the
vastly-higher peak heating loads and surface pressures. This was a tape-wrapped carbon-phenolic
composite material. It was very
capable, but also heavy and
expensive. It did show the advantage of
carbon materials as ablators. So did the
Genesis probe, which used a
carbon-carbon composite as ablator, over
a low density carbon insulator (basically a carbon fiber felt). See again
Figure 3.
Mars Pathfinder used a Viking heat shield, while the Stardust probe used an initial form
of the then-new Phenolic-Impregnated Carbon Ablator (PICA) heat shield. See again Figure 3.
Figure 3 – A Overview of NASA Heat Shield Knowledge
What got left out of this list were the Space Shuttle heat
shield materials: the two different
types of low-density refractory ceramic tiles,
the ceramic cloth insulation blankets,
and the carbon-carbon composite nose cap and aerosurface leading edges, which were slow ablators at entry conditions
from low Earth orbit (about 7.9 km/s at entry interface). The low-density ceramic tiles served the
cooling-by-reradiation function, and
provided the low thermal conductivity effect,
due to their high void space fraction reflected in their low densities. That last mostly cuts off conductive heat
flow into interior structures, allowing
aluminum substructure, but the material
is also inherently weak and fragile.
Discussion of all the ablative materials
A closer reading of the history of Project Mercury, reveals that the initial choice was a
beryllium heat-sink heat shield, which
actually flew on some of the early unmanned suborbital tests. By the time of the first manned suborbital
flight in 1962, the glass-phenolic
ablative shield was “standard”, and it
proved adequate for entry from low orbit.
It’s still quite heavy, but was
made a bit less expensive by substituting glass fiber cloth for silica fiber
cloth.
The silica version is the better ablator, but the glass version was adequate for this
design. A sample cut from an ablated
Mercury heat shield is shown in Figure 4. One can see the glass cloth layers in the
material, especially near the pyrolysis
zone. It is the phenolic resin
pyrolyzing that creates the carbon char layer. This is definitely a fiber-reinforced
composite material, with the resin
reinforced by the layers of woven glass cloth. These need to be oriented so that surface wind
shear forces do not pry apart the layers of the reinforcing cloth (the same
restriction is true with silica phenolic in missile nozzles).
Figure 4 – The Glass-Phenolic Ablative Used for Mercury
Capsules
The Gemini heat shield material was a silicone elastomer
injected into the cells of a fiberglass honeycomb, and cured there. This is quite the different material from the
Mercury heat shield, but is clearly
related in its fundamental concept to the Avcoat-in-honeycomb used on
Apollo. It is also a reinforced
composite material, with the cured
silicone elastomer being reinforced by the walls of the small cells of the honeycomb. The silicone was an ambient-curing elastomer
from Dow Corning: DC 235.
A sample cut from an ablated Gemini heat shield is shown
in Figure 5. There is a whitish
surface atop the black carbonaceous char.
This is mostly molten silica product made from oxidized silicon coming
from decomposition of the silicone elastomer,
which elastomer also forms the carbonaceous char. Molten glass from the fiberglass honeycomb is
a small part of this whitish surface material,
which effect is also seen as some whitish flecks on the surface of the
Mercury heat shield sample.
This material is not only heavy, it is also rather expensive, because of the hand labor involved. Each cell must be “hand-gunned” full of the
elastomer, and there are hundreds of
thousands of them on a heat shield of any significant size.
Figure 5 – The Silicone-RTV in Honeycomb Ablative Used for
Gemini Capsules
The next step forward with the filled-honeycomb-cells
composite concept is the Avcoat-in-honeycomb used on Apollo, and in one or another form subsequently. The form used on Apollo was Avcoat
5026-39G, which was an epoxy-novalac
resin filled with both quartz fibers and phenolic micro-balloons, hand-gunned into the hundreds of thousands of
cells in a phenolic honeycomb, bonded to
the substrate surfaces of the vehicle.
The epoxy-novalac resin (and the phenolic of the phenolic
honeycomb) provide the source of the carbonaceous char. The composite reinforcement is from the walls
of the small honeycomb cells. The quartz
fiber filler in the resin provides a source of molten silica for densifying the
surface of the char, as well as a
fiber-strengthening function for the virgin material and its char. The phenolic micro-balloons provide the void
space to lower the density rather significantly, and thus the weight of the finished heat
shield. They also provide a compressive strengthening
function, similar to the aggregate in
concrete.
This material proved adequate in terms of heat load capacity
and erosion resistance for Apollo returning from the moon at just about 10.9
km/s speeds at entry interface. It is
rated for 600 Watts/sq.cm, at a significant
fraction of an atmosphere of surface pressure.
A sample cut from an ablated heat shield is shown in Figure 6. There is enough silica whitening to render
the black char’s surface a light gray color.
One can very easily see the small honeycomb cells.
Figure 6 – The Avcoat-in-Honeycomb Ablator Used for Apollo
Capsules
The same basic material,
rendered even lower in density (presumably with a higher micro-balloon
content) is the SLA-516V material used for the Mars Viking lander heat
shield.
A very close variant of the Apollo material was initially
chosen for the new Orion capsule,
designated Avcoat 5026-39HC/G,
which is the same epoxy-novalac resin filled with the same quartz fiber
and phenolic micro-balloons, hand-gunned
into the cells of the same phenolic honeycomb.
There are more than 300,000 such cells in the heat shield of an
Orion, so the labor to hand-gun this
stuff is very large and expensive, and the
quality of the results varied among the various individual “gunners”. This heat shield flew on the first Orion
flight test EFT-1, and was very
successful.
To address the labor expense and variability, a variation was flown on the second Orion
flight test, which was the first Artemis
program flight EM-1. For this heat
shield, the Avcoat was made in tiled
blocks of cured filled resin, without
the honeycomb. 300 of these tiled
blocks were bonded to the capsule substrate for that flight. Without the reinforcing effect of the
honeycomb, this was less successful than
hoped. The erosion rate was higher and
more variable than expected, with charred
material coming off erratically in larger discrete chunks, instead of steady loss of fine char granulate
eroding away. Apparently, deleting the honeycomb reinforcement was a
design mistake! This issue will
have to be addressed before flying the first manned Artemis mission, EM-2. (Update 4-18-2026: it was not! the trajectory was modified instead to eliminate a two heating pulse skip.)
The success of the Galileo and Pioneer carbon-based heat
shields, plus the success of the
carbon-carbon composites of the Space Shuttle nose cap and aerosurface leading
edges, led to serious development
efforts toward carbon ablators. Those
culminated in NASA’s PICA material,
subsequently improved and used by SpaceX as PICA-X, on its Dragon capsules.
The basic notion ended up as a carbon fiber preform of very
high void fraction, impregnated with a
phenolic resin that had lots of bubbles in it,
once cured. The carbon fibers
were the reinforcement to a composite material,
in which the phenolic was the matrix.
The phenolic would form a char under pyrolysis, and together the carbon fibers and the carbon
char would erode very slowly. The
bubbles in the phenolic, plus the fact
that it incompletely filled the void spaces in the preform, led to low densities in the 0.25 to 0.28 g/cc
range.
This material would handle rather substantial heat loads at
modest ablation rates, survive at
significant pressures, and was very
lightweight as heat shield materials go.
The variations involve exactly how you make your carbon fiber
preform, and exactly how you go about
creating the bubble voids in the phenolic.
Those variations do significantly impact the heat load capacity, density, and strength.
NASA’s original version used a carbon fiber preform from a
company known as FiberForm. It was a
felt of high porosity fully carbonized (and thus rigid), using certain Rayon fibers as the carbon
fiber source. It would handle over 1000
Watts/sq.cm of heat load, at around half
an atmosphere pressure.
Similar carbon fiber felts are available from other
manufacturers, and some of those are not
fully carbonized, leaving them flexible
enough to be conformable. These
variations affect performance significantly,
usually leading to unacceptably-reduced char erosion rate performance as
a heat shield. The biggest problem with
the NASA version of PICA has become the unavailability of suitable Rayon fiber
due to environmental concerns in recent years.
SpaceX has selected a version they call PICA-X (from three
possible variants) for use on their Dragon space capsules. I have been unable to determine exactly what
they did, but they have the rigid carbon
fiber preforms that they need, seemingly
made in-house at SpaceX. They make their
own PICA-X tiles from them, and bond
these to the capsule substrate. I was
unable to locate details, but the talk
is that the SpaceX PICA-X material is easier to manufacture, and far less expensive (by a factor of 10), than NASA’s original PICA, while equaling (or slightly exceeding) the
ablation performance of the original.
NASA’s original PICA was used in tile form on the Mars MSL
lander (Curiosity rover). Neither that
application, or any of the SpaceX Dragon
capsules, have shown a problem with
tiles coming off. All in all, PICA-X seems to be a very reliable
material, apparently without the Rayon
availability problems of the original PICA.
That is not to say that future variants could not be even better.
Figure 7 shows a sample of PICA being tested
in the arc-jet tunnel, at entry-like
conditions. The top of the char layer is
soaked-out to white-hot incandescence.
Figure 7 – A PICA Low-Density Carbon Ablator Being Arc-Jet
Tested
The best heat shield ablatives currently available
Discussion of refractory ceramics
NASA’s experience with refractory ceramics (which they term
“insulative”, although not all ceramic
tiles are) derives largely from 30 years of experience with the Space
Shuttle. Their low density tiles (around
90% void space) were made of silica,
alumino-boro-silicate, and
alumina fibers. The
alumino-boro-silicate fibers were from Nextel,
makers of fire curtain cloth. All
this stuff is limited to returns from low Earth orbit. High energy orbit entries, and entries at or above escape, simply require ablatives, period. See Figure 15 in the addendum
below, obtained from that NASA
presentation found on-line.
These tiles ended up densified somewhat at the bond
side, and over time with two different
dense coatings on the exposed side, in
two colors. Windward side tiles were
tinted black to raise emissivity above 0.8 for efficient re-radiation. Leeward side tiles were tinted white, because high emissivity was not needed, but on-orbit passive vehicle thermal control
was.
Initially, the
Shuttle leeside was all white tiles.
Later on, this was replaced
by flexible thermal blankets of two
kinds, one more heat resistant, except on the higher-risk OMS pods. These blankets proved no more durable than
the tiles, but required less labor to
install correctly. They did present their
own problems with edges protruding up,
and stitching and seams wearing out quickly.
Because these tiles (and blankets) were very insulative
(very low thermal conductivity), heat
conduction into the substrate structures was minimized enough to permit the use
of an aluminum airframe construction. That
was required to make the Shuttle design feasible at all.
The nose cap, and
wing and tail leading edges, endured
temperatures too high for even the black-surfaced ceramic tiles, and were made instead of carbon-carbon
composite-based ablative structures. The
material was a carbon cloth impregnated with phenolic resin, and furnace-pyrolyzed to an all-carbon
composite structure. This was repeatedly
soaked in furfuryl alcohol and hot-dried,
to densify the composite and even-out its properties. Clearly,
this stuff is not cheap or easy.
The composite has a high density and thermal
conductivity, but the stagnation zone is
a thin line or small patch, on a much
larger part. It gets very hot near
stagnation (around 3000 F during a 7.9 km/s entry). Heat conducts and re-radiates internally
to cooler regions of the part, where
steels can be used to secure it. Being
black, the exterior surface, once hot,
re-radiates efficiently to the environment. Meanwhile,
a little of the composite ablates away with each flight. After a few flights, you must replace it, or else risk loss of craft and crew, when the thinned part collapses under entry
airloads.
Steel and titanium structures supporting and attaching the
carbon-carbon composite material, is how
the nose cap and leading edge structures were made. These required internal insulation to
interrupt radiant heating of the titanium portions, and (more importantly) radiant heating of the
aluminum airframe structures to which these parts were bolted. Clearly,
proper design is not simple!
The exposed-side surface densification (and colorant)
coatings were initially a glassy material (termed “reaction-cured glass” or
RCG) applied to the surface, but which
did not penetrate into the porous insulative low-density tile structure. These proved rather vulnerable to impact damage. They were replaced by a different densifying
(and colorant) surface coating (termed toughened uni-piece fibrous insulation
or TUFI), that did penetrate into the
low-density tile structure. These proved
much more resistant to impact damage.
Another ceramic heat shield NASA has been working on is
known as TUFROC, for Toughened Uni-piece
Fibrous Oxidation Resistant Ceramic,
intended for use on the unmanned X-37B currently operated by the US Air
Force. This craft is a small derivative
of the Space Shuttle. Whether the TUFROC
tile system has ever actually flown in it,
is not very clear, but it may
have flown as protection for the leading edges.
What USAF does on-orbit with that craft is not disclosed to the
public. Little is known.
According to what NASA has disclosed, the TUFROC design calls for two pieces mechanically
tied together. There is some sort of
dense, hard ceramic cap, overlaying a lower-density porous fibrous
ceramic interior. They did not disclose
how these tiles are mounted to the airframe,
but it is most likely similar to what was used on the Shuttle: expansion pads and spacing bars, all glued down with RTV silicone to the airframe, and the tile glued down with RTV silicone to
that substructure.
Whatever the TUFROC capping material is, it can take much higher temperatures
(reportedly 1922 K = 3000 F) than the aluminosilicates used on the Shuttle (2000
F rating). Whatever the fibrous
substrate is, it can also take higher
temperatures than the aluminosilicate Shuttle tile material. NASA does not say what it is or what it can
take, but consider that the backside
temperature of the dense cap material will not be that much reduced from the
exposed face temperature, since the
dense material would have a high thermal conductivity.
NASA has been researching the new ultra-high-temperature
ceramics (UHTC). These are high-density
materials of high thermal conductivity,
so that a similar scheme to the Shuttle carbon-carbon-composite parts
must be used in order hang onto such hot parts.
This technology must be viewed as very immature.
NASA has also been looking at future ablators. These include advanced PICA-like
ablators, something called “graded
ablators” (which likely has to do with layering different materials
together), conformable PICA (which has
recently been found to ablate faster than rigid PICA), fully-flexible forms of PICA and something
called SIRCA, 3-D woven carbon
materials, and a replacement for carbon
phenolic. None of these are
ready-to-apply technologies. (But they
could become ready!)
SpaceX is using some sort of tiled heat shield on its new
“Starship” vehicle. It is not yet clear
what those tiles are. They are black for
efficient re-radiation, and they are
located on Starship’s windward surfaces during entry. I have seen them called both “ablative” and
“ceramic” in the talk online. I have
even seen one suggestion that they are TUFROC,
although NASA has given that technology to Boeing, a serious competitor to SpaceX. If the PICA vs PICA-X history is any guide, it seems likely the SpaceX tiles are
something developed and manufactured in-house at SpaceX. They could well be an adapted form of the
PICA-X ablator. We just do not yet know.
The best refractory ceramics available
Discussion of re-radiatively-cooled metals
The notion of using metal surfaces exposed during entry goes
back to the 1930’s and 1940’s, long
before the heating issues during entry were understood. The basic notion is to let the skin get
hot, then let it re-radiate thermally to
the environment. There would be some (or
perhaps lots) of conduction into cooler structures inside. The design must establish an equilibrium where
the re-radiative (and conduction) heat flows balance the entry heating
encountered.
There is some merit to that notion, but as it turns out, even from low Earth orbit, only on leeside surfaces where the entry
heating loads are far lower. It also has
merit for high-supersonic and low-hypersonic flight down in the atmosphere
(usually higher in the stratosphere where the densities and heating loads are
lower).
There are two things of critical importance for this
notion: how hot can the surface
get, and how efficiently can it
thermally re-radiate? The effective
temperature of the surroundings is a part of that efficiency, but it is primarily controlled by the
surface’s spectral emissivity, a number
between 0 and 1. Surfaces with high
emissivities in the IR band re-radiate thermally very efficiently. Those with low emissivities do not. The emission is far better at higher
temperatures, that being controlled by a
temperature to the 4th power term in the radiated energy
equation. See Figure 8.
Figure 8 – Thermal Emission from Hot Surfaces
As the figure indicates,
there’s not much re-radiation to be had down near 1000 F
temperatures. Accordingly, the emissivity makes only a small difference
there. At around 1500 F, the amount of re-radiation available is
becoming quite significant, and the
emissivity makes a clear and compelling difference. The closer to 2000 F we can operate, the more effect we can get out of this kind
of cooling, but we really have to have a
high emissivity to obtain it.
You don’t get that high emissivity with an ordinary
paint. At surface temperatures nearer
1500-2000 F, such a paint would be burnt
away. It takes some sort of
metallurgical surface treatment or coating to achieve this, especially since many metal alloys are quite
shiny-silvery in color, bespeaking quite
the low emissivity. The more reflective
the surface, the lower the visual
emissivity, and the lower the thermal
(IR) emissivity is likely to be. The
visual band (0.3 to 0.7 microns wavelength) is just not that far from the
infrared bands (0.8-14 microns).
What we are looking for are metal alloys with high max
service temperature limits at or above 1000 F,
that still have significant strength when soaked out that hot, and that can be shaped and welded without too
much trouble. The 1000 F value rules out
aluminums (max 350-400 F), titaniums
(max 750-800 F, and mild carbon steels
(max 750-800 F). That leaves as places
to look: the low-alloy and
intermediate-alloy steels, the stainless
steels, and the high-temperature alloys
(iron and other bases).
Of the low-alloy steels available, Figure 9 would suggest only
D6AC and AISI grades 4140, 4340, and 8740 as candidates. These have very nice high strength hot, but are limited to temperatures in the low
end of the attractive IR emissions range:
1000-1100 F. All would need metallurgical
surface treatment.
Figure 9 – Data For the Low-Alloy Steels
The intermediate-alloy steels of Figure 10 are
not very attractive, being limited to
service temperatures only in the 800-900 F range. “Chrome-moly aircraft steel” (5Cr-Mo-V) is
one of these.
Figure 10 – Data For the Intermediate-Alloy Steels
The stainless steels offer more promise. These are formable and machineable, and weldable if one takes care to chose the
weldable grades, usually bearing an L
suffix. They are work-hardenable, but anneal back to the soft state upon
heating. Strengths are not all that
high, especially hot. For long-term loading, creep-rupture effects dominate over
short-term strength. See Figure
11.
Figure 11 – The Stainless Steels (Both Austenitic 300’s and
the Martensitic/Ferritic 400’s)
If service temperatures to about 1600 F are acceptable, both 316 and 347 stainless are easily
available. The 316L grade is
weldable. Its hot strength is only about
25 ksi tensile ultimate, which may be
too low for a structural skin application on a windward surface. Strengths are higher, in the 75-80 ksi
range, if you can keep them cooled near
only 400 F, with a refractory or
ablative covering. Grade 304 would be
comparable in strength, and equal in
service temperature rating (1600 F),
driven by oxidation (forming surface scale). The 304L form is weldable. 304/304L also serve well at cryogenic
temperatures.
If you need to go hotter,
then grade 310 can take you to 1800 F at 12 ksi strength, with an oxidation limit of 1900 F. It is not as available as 304, 316,
and 347. I am unsure if it is a
weldable grade.
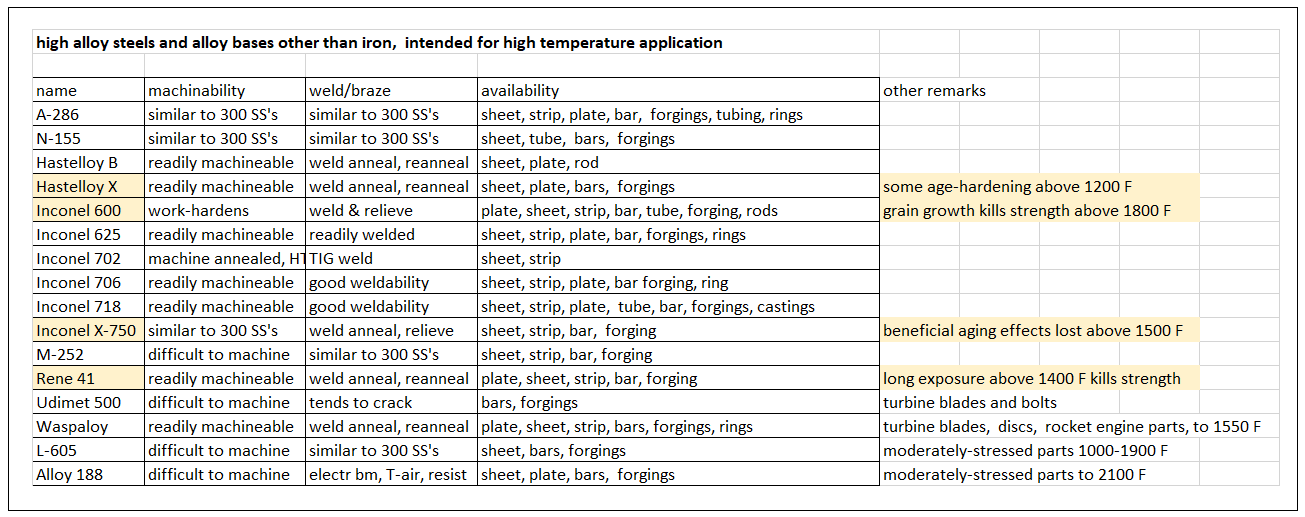
The high temperature metals include iron-based, nickel-based,
and cobalt-based alloys. The data
on these are given in Figures 12 and 13. At 1400 F,
Hastelloy B has good strength and is at its oxidation limit, although there are strength data to 1600
F. A stronger candidate at 1400 F is
Waspalloy, well within its oxidation
limit.
At 1600 F, Inconel
625, Inconel 718, M-252,
and Udimet-500 all have significant strength, and are at or under their oxidation
limits. There is also Rene 41 (proposed
for the X-20 Dyna-Soar). Rene 41 has
process problems reported (long exposures weaken it), but it has strength reported at 1800 F, despite being above its oxidation limit
there.
At 1800 F, there is
L-605, which is within its oxidation
limit.
At 2000 F, there is
N-155, which is not within its oxidation
limit, and Alloy 188, which is.
Alloy 188 has the highest oxidation limit at 2100 F of any of the high-temperature
metals. It will go hotter than any of
the stainlesses, and has higher strength
that hot, than the stainlesses do at
their limits.
Figure 12 – Strength-Temperature Data for the
High-Temperature Metals
Figure 13 – Machineability and Weldability Data For the
High-Temperature Metals
The best
re-radiatively-cooled metals
The oddball case of the X-15A-2
The famous X-15 rocket plane was first flown in 1959, and completed 199 missions by the time it was
taken out of service in 1968. There were
3 vehicles: X-15-1 bureau number
56-6670, X-15-2 bureau number
56-6671, and X-15-3, bureau number 56-6672. X-15-3 was destroyed in a fatal crash. X-15-2 was badly damaged in a crash
landing, and subsequently rebuilt as the
X-15A-2, with external propellant drop
tanks. Both the X-15A-2 and X-15-1 are
now on public display.
This craft had Inconel X-750 skins over titanium internal
structure, and had a very black, highly-emissive metallurgical surface
coating. These skins were convectively
heated by low hypersonic flight, and
were cooled by re-radiation of IR thermal energy. This sufficed to about Mach 5.5-to-6 speeds.
To go beyond Mach 6,
the X-15A-2 was coated with a catalyst-cured silicone rubber
ablative, designated MA-25S, which also saw use on the Space Shuttle, and is a protective coating in common
aircraft use. It is rated to about 700
F, and will char slowly while surviving
2000+ F fire exposures for several minutes.
There are two forms:
a Type I sprayable, for area
coverage, and a Type II that is
solids-loaded and trowelable, for small areas,
or making repairs to the Type I. This stuff is rather pink in color, and resembles the pink rubber of a pencil
eraser. As it turns out, there is a fire and explosion danger, if liquid oxygen is spilled upon this
material.
The X-15A-2 was coated all-over with sprayable Type I
MA-25S, except for the wing, tail,
and fin leading edges, which were
coated in the moldable Type II. Because
of the liquid oxygen risk (and the test pilot refusing to fly a pink airplane), this ablative coating had a white sealer coat
of paint applied to it. I am unsure what
paint was used, but I suspect it was
some sort of ceramic high-temperature paint.
Multiple flights were made,
with and without the external tanks,
culminating in the speed record-setting flight to Mach 6.7 at 19.3 miles
(about 100,000 feet). On that
flight, the craft carried a scramjet
test article on its ventral fin stub. See
Figure 14. The scramjet article
is mounted to the forward end of the ventral fin stub. It simulated a cone-spike inlet
geometry, but was not an actual
engine.
Figure 14 – Launch of X-15A-2 with Scramjet Article From
B-52 Carrier Plane
There was considerable shock-impingement and
shock-interference heating problems due to the presence of the scramjet under
the tail of the airplane. NASA TM-X 1669
indicates that heating was locally increased by a factor of 9 in the
impingement zones, and by a factor of 7
in the interference zones. On the fin
stub and under the tail, the silicone
ablative was completely stripped away,
and numerous holes burned through the Inconel skins, some of them quite large. Had the exposure continued even a little longer, the aircraft might have been fatally damaged.
The silicone ablative was seriously charred in other
areas, most notably the wing, tail,
and fin leading edges. Anywhere
that there was a local hot spot for any reason,
the white coating was lost, and
the underlying silicone ablative was damaged.
Canopy framing and instrumentation probes were other locations showing local
hot spot damage.
An informed speculation says that the white paint color may
have impeded re-radiation by low emissivity,
leading to higher surface temperatures than the experiences with the
black metal would suggest. However, there was nothing about the metal re-radiation
or the silicone ablative that could have resisted the shock-impingement and
shock-interference damage! The key for
future designs is to eliminate those effects.
That requires very careful aerodynamic design for locating tail
surfaces, and the presence of no
parallel-mounted nacelles (like the scramjet article) at all!
Addendum
Figure 15 was obtained from the NASA
presentation found on-line regarding the Shuttle thermal protection system
(TPS). It pretty much makes the case
(very visually!) about where reusable refractories may be used, and where ablatives must be used, for entry heat protection! This is pretty much based on the 2000 F max
surface temperature limitation for the low-density ceramic Shuttle tiles.
One point: the
earlier space capsules (Mercury and Gemini) entered at conditions similar to
the Space Shuttle, in terms of the
altitude-velocity “space” depicted in the figure. Also bear in mind that locations on the
Shuttle that endured stagnation-zone heating were not tiled, they were protected by the carbon-carbon
composite slow ablative. Ballistic coefficients would have been crudely
comparable for the Shuttle and those capsules.
Some of the probe designs for returning from the far solar
system would have had smaller ballistic coefficients, and a small sample-return capsule doing a
free return from Mars would have similar ballistic coefficients as well as similar
extreme velocities. That is really why
the trajectory lines for Mars return and far solar system return are so close
together. A manned vehicle coming back
from Mars will more likely have a higher ballistic coefficient and a less
extreme return velocity. Its curve would
be to the left and somewhat below the Mars return line shown in the figure.
What makes the stagnation zone problem so difficult, is that there is a limit to the heat rate
that can be re-radiated from a “black” surface,
that is determined by just how hot you can let that surface get (in the
Shuttle tile case: 2000 F). The stagnation zone heating rate even from
only low Earth orbit can be (and in most cases is) very much higher than the
possible re-radiation heat rate. With
the conduction inward mostly cut off by the low density and low thermal
conductivity of the ceramic tiles,
re-radiation was the only way to reject the applied convective
loading. They had to be equal! That limits speed.
However, away from
those stagnation zones at the nose cap and leading edges of the Shuttle, heating rates are crudely a factor of 3
lower, which is why the black tile
solution was feasible for the windward-side surfaces on the belly, and the bottoms of the wings. On the leeward-side surfaces, heating rates are crudely a factor of 10
lower than stagnation, which is why the
leeward-side tiles could be the inefficiently-re-radiating “white” color that
allowed passive thermal control on-orbit.
For a small object with a very low ballistic
coefficient, stagnation heating rates
are somewhat lower, because the peak
deceleration and peak heating occur higher up in the lower-density atmosphere, if the entry angle is shallow. If the object is also very, very blunt (large “nose” radius), that also lowers stagnation heating. For such an extremized case, “black” shuttle tile with a 2000 F limit
could be used to protect even the stagnation zone. Steep entry angle easily negates this.
The point here is that the lines on the figure representing
the various entry trajectories can vary somewhat with varying ballistic
coefficient, which is a function of
object size (or mass). The red line
dividing “reusable TPS” from “ablatives only” can move quite a bit with varying
ballistic coefficients and bluntness,
and significantly if low-density ceramics with higher temperature limits
become available. The NASA figure
indicates limits which have been “typical” up to now, not “cast in stone” in perpetuity.
Figure 15 – Figure From NASA Presentation Showing Entry Heat
Shield Choices
References consulted but not formally cited
Agrawal and Chavez-Garcia,
“Fracture In Phenolic Impregnated Carbon Ablator”, paper given at the 42nd AIAA
Thermophysics Conference, Honolulu, HI,
June 2011.
Ethiraj Venkatapathy,
“Ablators: From Apollo to Future
Missions to Moon, Mars, and Beyond”,
the Paolo Santini Memorial Lecture,
given at the 70th International Astronautical Congress, Washington,
DC, October 2019.
Panerai, et.
al., “Analysis of rigid and flexible
substrates for lightweight ablators based on X-ray micro-tomography”, manuscript found on-line via Elsevier, dated 2016.
Nowlin and Thimons,
“Surviving the Heat: The
Application of Phenolic Impregnated Carbon Ablators”, Conference Session B9, paper number 3131, University of Pittsburg Swanson School of
Engineering, dated 2013.
Poloni, et. al., “Carbon ablators with porosity designed for
enhanced aerospace protection”,
international paper financed by the Swiss National Science Foundation
pertinent to project 200021_160184. No
presentation or publication date given,
but ref. 1 dates to 2020.
Rodriguez and Snapp,
“Orbiter Thermal Protection System Lessons Learned”, AIAA paper 2011-7308, AIAA Space 2011 conference and
exposition, Long Beach, CA,
2011.
Sylvia Johnson,
“Thermal Protection Materials:
Development,
Characterization, and
Evaluation”, presentation at
HiTemp2012, Munich, Germany,
2012.
Watts, “Flight
Experience with Shock Impingement and Interference Heating on the X-15A-2
Research Airplane”, NASA TM X-1669, October 1968.
MA-25S Product Data Sheet,
labeled as coming from “Thermal Protection Products”, no date given.
Mil Hndbk 5C,
“Military Standardization Handbook:
Metallic Materials and Elements for Aerospace Vehicle Structures”, Sept. 1976.
“High Temperature Characteristics of Stainless Steels”, a designer’s handbook series no. 9004, distributed by the Nickel Development
Institute (NiDI), and produced by the
American Iron and Steel Institute (AISI), no date given.
Related Articles
I have also posted a number of related articles on this
“exrocketman” site. Use the navigation
tool on the left side of this web page to find them quickly and easily. All you need (I suggest jotting them down) is
the title and posting date,
to use the navigation tool. Click
on the year, then on the month, then on the title, if more than one article was posted that
month.
Early High-Speed Experimental
Planes, 3
July 2022
About Hypersonic Vehicles, 1
June 2022
On High-Speed Aerodynamics and
Heat Transfer, 2
January 2020
Heat Protection Is Key to
Hypersonic Flight, 4
July 2017
Shock Impingement Heating Is Very
Dangerous, 12
June 2017
Entry Heating Estimates, 1
April 2020
Thermal Protection Trends For High
Speed Atmospheric Flight, 2 January
2019
Low-Density Non-Ablative Ceramic
Heat Shields, 18
March 2013
BOE Entry Analysis of Apollo
Returning From the Moon, 21
January 2013
“Back of the Envelope” Entry Model, 14 July 2012

.png)